
Polymaker PolySonic PLA: impressão rápida e de alta qualidade
Nos últimos anos, assistimos a mudanças bastante drásticas na velocidade da impressão 3D. Mas não se fez muito para adaptar o filamento às especificações das impressoras de alta velocidade. Atualmente, dispomos de impressoras que podem realizar facilmente movimentos de impressão superiores a 500 mm/s e, no entanto, continuamos a utilizar o PLA comum para este fim. No entanto, o PLA comum nem sempre funciona bem a velocidades de fluxo elevadas.
O nosso próprio ecoPLA pode imprimir a 500 mm/s sem qualquer problema. No entanto, 500 mm/s nem sempre significa 500 mm/s. Muitas impressoras podem imprimir a 500 mm/s, desde que o modelo não seja demasiado complexo. Para modelos complexos com muitos movimentos de impressão ou formas íngremes, a capacidade de aceleração da impressora limita a velocidade máxima alcançável para garantir uma qualidade decente.
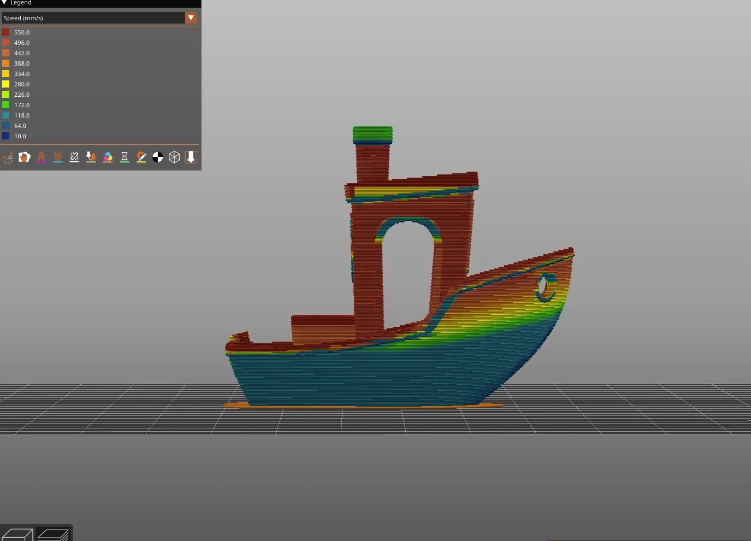
Olha para esta imagem. Aqui temos o Benchy clássico com uma velocidade máxima de 550 mm/s. Tudo o que está a vermelho está à velocidade máxima, mas também existem outros valores de velocidade. Aqui limitámos a velocidade por razões de qualidade. Repare na cor azul, que representa uma saliência acentuada na proa. As saliências são assassinas da qualidade, as camadas aqui não são colocadas diretamente sobre a camada anterior, mas num ângulo. Isto significa que não são completamente estáveis e que o arrefecimento do componente tem de as solidificar o mais rapidamente possível, caso contrário, mover-se-ão um pouco quando a camada seguinte chegar, resultando numa má qualidade. Aqui reduzimos a velocidade para que o arrefecimento de componentes possa fazer isso adequadamente.
Se a sua impressora limita a velocidade porque não consegue lidar com alta aceleração, algo semelhante pode acontecer, e os cantos apertados serão os primeiros a ter a velocidade reduzida. Veja o que a alta velocidade pode fazer com tua amada Benchy:

Estes dois cenários causam outro problema. Quanto mais tempo o filamento permanece no hotend (ou seja, quando as velocidades são mais baixas), mais calor pode absorver do bloco de aquecimento. Embora isto seja bom em termos de fluxo, na realidade leva a um efeito interessante. O filamento mais quente parece mais brilhante, o filamento mais frio parece mais baço. E quando estes efeitos se combinam, pode levar a um efeito de riscas chamado "pele de tubarão" na impressão acabada, o que não tem um aspeto muito bom. Na imagem seguinte pode ver o que quero dizer, uma metade foi impressa a 100 mm/s e a outra a 500 mm/s, uma é brilhante e a outra é mate, o contraste é fácil de ver.

Agora sabemos que as velocidades elevadas podem afetar o resultado da impressão ao não dar tempo suficiente ao filamento para arrefecer e criar artefactos desagradáveis quando as velocidades elevadas não são simplesmente possíveis devido à geometria do modelo.
O PLA em geral não é um filamento fácil de arrefecer. Não são muitos os filamentos com este problema. Desde que as impressoras 3D começaram a usar PLA no passado obscuro e distante, sempre exigimos 100% de resfriamento, ao contrário de PETG, ABS, ASA e outros que exigem no máximo 50% de resfriamento ou, em alguns casos, nenhum resfriamento.
A solução óbvia é um melhor sistema de arrefecimento. Mas como as impressoras de alta velocidade não gostam de peso extra nos seus componentes móveis (no caso de ventoinhas extra ou mais robustas), isto nem sempre é vantajoso. Algumas impressoras têm agora ventoinhas na estrutura em vez de na cabeça de impressão para reduzir o peso. A série Neptune 4 tem ventoinhas no pórtico, que é movido apenas pelos motores do eixo Z para mudanças de turno e Z-hops. Outras impressoras, como as Voron, podem adicionar ventoinhas CPAP, que são potentes ventoinhas remotas que dirigem o ar por uma mangueira para a cabeça de impressão. Mas estas ainda são raridades, a maioria das impressoras ainda tem ventoinhas na cabeça de impressão. Mesmo com ventilação adicional, há um limite para a sua eficácia.
E mesmo que o problema de arrefecimento seja resolvido, podemos continuar a ter o problema das velocidades de alimentação variáveis que causam o efeito de riscas numa peça impressa.
Então, o que mais podemos fazer? Que tal um filamento modificado que possa ser arrefecido de forma mais fácil e eficiente e em que a mudança de tonalidade não seja percetível a diferentes velocidades de alimentação? Parece que agora temos algo do género.
Polymaker PolySonic PLA
O novo PLA PolySonic da Polymaker foi concebido para um fluxo elevado. Pode imprimir até 29 mm³/s. Isto significa que se imprimir com um bocal de 0,4 mm, podes atingir velocidades de até 500 mm/s ao imprimir com uma altura de camada de 0,14 mm ou menos. Se pretendes uma impressão de alta qualidade a alta velocidade, este é o filamento ideal para ti.
Primeiro, o PolySonic é um filamento de alto fluxo. Derrete rapidamente no hotend, que é exatamente o que é necessário para um fluxo elevado. O filamento deve fundir-se o mais rapidamente possível e reduzir a sua viscosidade para minimizar o arrastamento, o que poderia fazer com que o motor passo a passo vacilasse e perdesse passos. Por outro lado, como absorve o calor tão rapidamente, também o pode dissipar mais rapidamente, pelo que o arrefecimento é mais eficaz. Embora existam outros filamentos de alto fluxo, o PolySonic foi concebido para alta qualidade a alta velocidade e, ao contrário desses filamentos, pode facilmente eliminar a pele de tubarão.
Testámo-lo na nossa Anycubic Kobra 2 Pro, uma impressora que pode imprimir até 500 mm/s a uma aceleração de 20K, muito impressionante, considerando especialmente o seu preço.
Nós quisemos levar este filamento ao extremo e conseguimos imprimir um Benchy com uma qualidade bastante decente em 13 minutos. Deve ser dito que realmente levamos isso ao limite, nossa taxa de fluxo foi de 30 mm³/s, então estávamos um pouco acima do limite - veja aqui.
Testámos também uma mudança abrupta de velocidade do filamento para mostrar até que ponto conseguia lidar com o "Shark Skin", e este é o resultado:

Como antes, uma metade é 100 mm/s e a outra metade é 500 mm/s. Não há absolutamente nenhuma alteração na tonalidade, a pele de tubarão é completamente eliminada.
Decidimos também fazer um teste mais realista no Kobra 2 Pro com este filamento, pelo que voltámos a cortar o Benchy para eliminar quaisquer artefactos visíveis do teste de velocidade anterior. A impressão foi concluída em 16 minutos e obtivemos uma impressão sem pele de tubarão, boas saliências, boas pontes, uma bela chaminé reta, nada mau. Se quiseres ver a impressão completa, podes visualizá-la aqui.
No caso de quereres obter os mesmos resultados na Kobra 2 Pro, reunimos as configurações completas na tabela abaixo.
Configurações da Prusa Slicer para benchmarking de alta velocidade no Kobra 2 Pro com Polymaker PolySonic PLA:
| Altura da camada | 0,25 mm |
| Altura da primeira camada | 0,28 mm |
| Perímetros | 2 |
| Cascas Horizontais | 2 |
| Enchimento | 5% Gyroid |
| Velocidade | 400 mm/s |
| Velocidade de saliência dinâmica | Pontes 100% 25% de sobreposição: 2% 50% de sobreposição: 20% 75% de sobreposição: 40% |
| Viagem | 500 mm/s |
| Velocidade da primeira camada | 400 mm/s |
| Velocidade máxima de impressão | 500 mm/s |
| Temperatura do bico | 205C |
| Temperatura da cama | 60C |
| Arrefecimento | 100% |
| Slow down se o tempo de impressão da camada for inferior | 0 |
| Velocidade mínima de impressão | 350 mm/s |
| Código G personalizado | Camada 107: M220 S40 Camada 139: M220 S60 Camada 163: M220 S20 |
Artigos relacionados
-

Anycubic Kobra 2 Pro
- Processador de núcleo duplo Cortex-A7 de 1,2 GHz
- Extrusora de transmissão direta de engrenagem dupla
- Eixos Y e Z duplos
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- Filamento de alta velocidade
- Rápida taxa de extrusão
- Excelente aderência de camadas
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- Filamento de alta velocidade
- Rápida taxa de extrusão
- Excelente aderência de camadas
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- Filamento de alta velocidade
- Rápida taxa de extrusão
- Excelente aderência de camadas
Artigos do nosso blog:
- Impressora 3D FDM de gama alta com menos de 1000 €! (Edição de 2025)
- 5 impressoras 3D económicas para principiantes (Edição 2025)
- 3DJake dá as boas-vindas ao Cults3D como um parceiro oficial de cooperação
- YouTube Episode: Neptune 4 & 4 Pro Review
- Transforme a tua impressora 3D num sistema de funcionamento automático - com auto-ejeção, filas de impressão e loops infinitos!
Explore 3DJake:
-
Portugal: envio padrão gratuito a partir de € 87,90
-
Devoluções Grátis
Mais de 10.600 artigos
Enviamos para mais de 40 países ao redor do mundo
